 ����
���İ� Ӣ�İ�
Ӣ�İ�
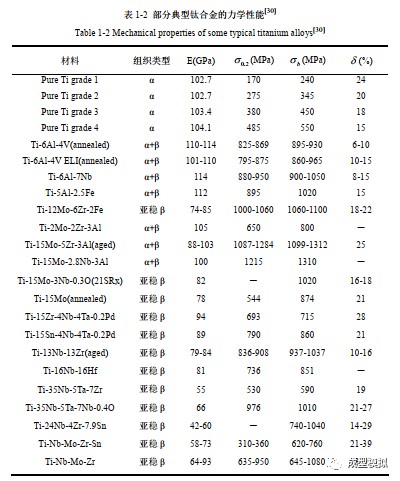
���Ԫ�������������Ͻ�ɷֿ��Ƶ�⁺Ͻ𣬸�������Ԫ�طN������IJ�ͬ���Ͻ���в�ͬ�Ķ������D׃�ضȡ� �Y���ͽM��������⁺Ͻ�����W������� 1-2 ��ʾ�������ӵĺϽ�Ԫ�ش��¿ɷ֞������ ����Ԫ�ء� �� ����Ԫ�غ�����Ԫ�ء�
��1�� �� ����Ԫ�ء�ԓ�Ԫ������ �� ���д����ܽⲢ���� �� ��ğ����W�����ԣ������׃�D׃�c���U�� �� ���^�� ���ڴ��Ԫ����Ҫ�� Al�� Ga�� O�� C�� N�� B �ȡ����� O��C�� N�� B Ԫ����Ҫ���� �� �࣬�γ��g϶�����w����������׃�c;Al�� Ga Ԫ����Ҫ������ �࣬���ܶ��^�� ����������׃�c���������^�����γɽ����g�����
��2�� �� ����Ԫ�ء�ԓ�Ԫ�ؕ����� ��/�� ���c���U�� �� ���^�������� �� ���д����ܽ⡣ԓ��Ԫ�طֳɃ��һ����c ��-Ti ͬ�����γɟo�����w���c ��-Ti �γ��������w���� Mo�� V�� Ta�� Nb ��ͬ���� �� ����Ԫ��;����һ����ҽ�����׃�c���c ��-Ti �γ��������w��
���ى��Ƽ��g����ԭ��
��Ή����܉�����ܶ�
��ˇ·��
��3�� ����Ԫ�ء��� �� �� �� ���ж��ܴ����ܽ⣬����׃�o���@Ӱ푡����I⁺Ͻ���������Ҝ��µ���Ҫ�ɷ�Ҳ���ֳ������ �ͺϽ� �� �ͺϽ��c �������ͺϽ�
��a�� ���ͺϽ�ԓ�ͺϽ���Ҫ������⁼� �� ��׃�c�����˻������ �� �ࣨ2~5 vol������⁺Ͻ�����Ҫ�Ͻ�Ԫ���� �� ����Ԫ�� Al ������Ԫ�� Sn�� Zr��ԓ�ͺϽ�ĺ����������ã��������M�П�̎�폊�����Ҝ��¾����еȏ��ȣ� 600�����¾������õĿ����ԺͿ������ԡ�ȫ���� �� ���⁺Ͻ���������^�͵����쏊�ȺͿɳ����ԣ� �鼤��ߑ����ķǻ��滬��ϵ�y����������� �� ����Ԫ�؏Ķ����� �� �ࡣ�� �� ⁺Ͻ������� �� ⁺Ͻ�
��b�� ������ ��⁺Ͻ�ԓϽ����p��Ͻ𣬾C�����܃������M���������g�ԡ����Ժߜ�׃�������^�á������� ⁺Ͻ���M�П�̎�폊���� Ч��ȡ�Q�� �� ����Ԫ�غ�����ԓ�ͺϽ���Ҝ؏��Ⱥ����Ը��� �� �Ͻ𣬼ӹ����ܺã������� �� ����Ԫ�ؼ�����Ԫ����߀�ɺ���һ���� Al Ԫ�ء�����͵� ������ ⁺Ͻ��� TC4 �Ͻ�
��c�� �� ��⁺Ͻ�ԓ�ͺϽ�����c�Ǽ������ �� ����Ԫ�أ�ͨ�^��̎����ߺϽ����ȡ�ԓ��⁺Ͻ�������c��ӹ��������ã����y�Ժ��ӣ��M���c�����װl��׃���������ض��^�͡�
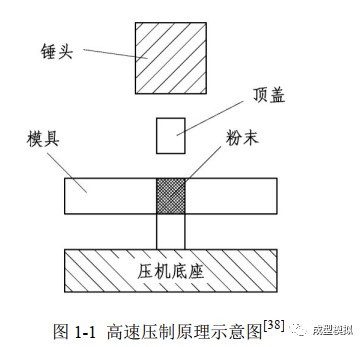
���ى��Ʋ���ȫͬ�ڂ��y���ƣ�ԓ���g�����ü��d�����ęCеϵ�y��Һ��ϵ�y��������Һ���_���C���O�䣬ʹ�����ٶȱȂ��y�����ٶȿ� 500~1000 �������ى����^���У��|���� 5~1200 kg ���N�^�� 2~30 m/s ���ٶț_����ģ�_�� �ߛ_������ʹ��ĩ�wѸ�ٱ��������a���Ķ��ظ��ӛ_�������Mһ����������ܶȡ��N�^������˲�g�_���ٶțQ���˛_���ܵĴ�С���������ܶȡ����ى��ƵĻ���ԭ��D��D 1-1 ��ʾ��
���y��ˇ�У����Ɖ����������ܶ���Q�������ã��͉��Δ��������ܶ�Ҳ��һ��Ӱ푡��ڸ��ى����^���У���һ�����ƴΔ��������M�ж�Λ_���ƣ��_�������ۼӣ��ܶ��S�����ƴΔ������Ӷ���ߡ������Ұl�F�� ������һ���r�����ÿ������� 10~30���M�е�һ�Ή��ƣ�ʣ�������M�еڶ��Ή��ƫ@�õ������ܶȱȆδΉ���Ҫ�ߡ�
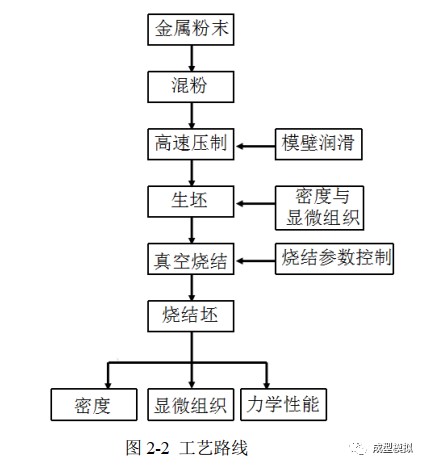
���ĔM���õĹ�ˇ·����D 2-2 ��ʾ�����ٷ�ĩ��Ԫ�ػ�Ϸ���Ͼ������ÙCе����ʽ���ى��C���Ƴ��Σ�����ǰģ��ʹ��Ӳ֬��䇑Ҹ�Һ�M�Н����������ܶ��ð����·��y�������Ò�����R�M�нM���������������o����՟��Y��@�ß��Y���������Y���M���ܶȷ������M�����������W���ܷ�����
- ��һ�������ƪ
- ��һ�⁹����ں�ˮ��������Ҫ����
